Prismas pegados: el método de pegado de lentes más común
Descripción del Producto
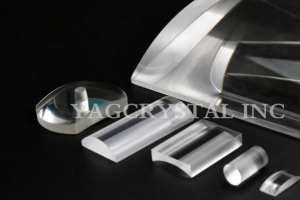
El método más común para pegar lentes es el método de pegamento óptico, que se pega rápidamente bajo la acción de rayos ultravioleta. A menudo, se pegan dos o más láminas de lentes: dos lentes convexas y lentes cóncavas con valores R opuestos y el mismo diámetro exterior. Se pegan y luego se superponen las superficies pegadas de la lente convexa y la superficie pegada de la lente cóncava. Antes de que se cure el pegamento UV, se detecta la excentricidad de la lente con un instrumento de detección óptica, como un medidor de excentricidad/centrómetro/centrímetro, y luego se precura mediante una fuerte irradiación UV de una fuente de luz puntual UVLED. , y finalmente se coloca en la caja de curado UVLED (también se puede utilizar una fuente de luz UVLED de superficie), y se irradia la débil luz ultravioleta durante un largo tiempo hasta que el pegamento esté completamente curado, y las dos lentes estén firmemente pegadas.
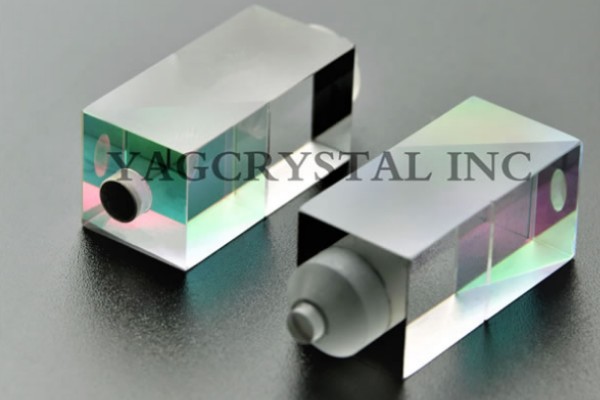
El pegado de prismas ópticos tiene como objetivo principal permitir que los componentes ópticos mejoren la calidad de imagen del sistema óptico, reduzcan la pérdida de energía de la luz, aumenten la claridad de la imagen, protejan la superficie de la escala y optimicen aún más el proceso de procesamiento para cumplir con los requisitos de diseño.
El pegado de prismas ópticos se basa principalmente en el uso de pegamento estándar de la industria óptica (incoloro y transparente, con una transmitancia superior al 90 % en el rango óptico especificado). Unión óptica sobre superficies de vidrio óptico. Ampliamente utilizado para la unión de lentes, prismas, espejos y la terminación o empalme de fibras ópticas en la óptica militar, aeroespacial e industrial. Cumple con la norma militar MIL-A-3920 para materiales de unión óptica.
Características
Prisma óptico Para garantizar las propiedades ópticas y mecánicas de las piezas ópticas obtenidas mediante encolado, la capa de encolado debe cumplir los siguientes requisitos:
1. Transparencia: incoloro, sin burbujas, sin pelusas, partículas de polvo, marcas de agua y neblina de aceite, etc.
2. Las piezas pegadas deben tener suficiente resistencia mecánica y la capa de pegamento debe ser firme sin tensión interna.
3. No debe haber deformación superficial y tiene suficiente estabilidad frente a la influencia de la temperatura, la humedad y los disolventes orgánicos.
4. Garantice la diferencia paralela y la diferencia de espesor de espera del prisma cementado, asegure el error central de la lente cementada y asegure la precisión de la superficie de la parte cementada.